


轧机事业部介绍
|
事业部成立于2007年,在集团公司优质专业技术的基础上,整合相关部门业务组建而成,依托集团公司综合优势,服务于我国不锈钢、铝箔、铜箔行业,专门从事冷轧工艺消防系统的设计、性能化应用、设备供应、工程安装、调试、系统集成、技术咨询、服务、维修保养和培训。为客户提供全面解决方案,在轧制、研磨、酸洗工艺的消防, 凭着熟练的专业技术、完善的售后服务,以及公司优良的销售业绩、良好的商业信誉,事业部赢得了广大客户及轧机成套供应商的信任与支持。轧机事业部经过多年努力,与诚德、 中铝 、华扬、吴航、宏旺、中山中圣、华源、奇亿、硕阳、八达、宝嘉、兴业等公司建立了良好的合作关系。事业部立足江苏太仓,辐射全国,力争打造中国消防高端消防品牌。
太仓苏安消防设备有限公司轧机事业部: 地址:太仓市浏河镇闸南二路18号 邮编:215431 电话:0512-81605191、81605190 胡先生:13816508709 邮箱:hugb7613@126.com |
轧机业绩篇
 |
北海诚德,是由广西北部湾国际港务集团和佛山市诚德特钢有限公司联合组成的合资企业,地处北海市铁山港临海工业园区,2009年落户北海铁山港,目前占地3500亩,目前已经具备年产250万吨不锈钢板坯、300万吨热轧板卷、180万吨固溶板卷、120万吨冷轧板卷的生产能力,年产值300亿元,生产规模在中国不锈钢行业中排行前三位。北海诚德不锈钢有限公司与西门子、奥钢联、法国DMS、ABB、DREVER、中国一重等多家国内外知名企业合作建设高端不锈钢冷轧生产线。一期项目由中冶东方设计院工业设计,由中国一冶、十九冶等施工建设。公司厂区占地900多亩,一期项目总投资24亿元人民币,设计年产量120万吨。 苏安消防成功参与一条五机架冷连轧机组(高压细水雾)、四台二十辊单轧机(高压二氧化碳气体灭火系统)、一条准备机组和两条退火酸洗线(水喷雾自动灭火系统)。其中,西门子奥钢联五机架冷连轧机组采用全连续无头轧制工艺,是目前先的不锈钢冷连轧机组;法国法孚二十辊轧机是成熟的可逆式单轧机;退火酸洗机组采用了高速的200米/分钟全连续退火酸洗、平整、拉矫一条龙连续作业线。整体项目已于2016年1月份全面竣工投产。 |

 |
宁波奇亿金属有限公司位于宁波市高新区,专业从事高精密不锈钢带材的研发、生产和销售,引进国际先进不锈钢生产设备及国内外专业人才,于2001年2月成立,占地面积共87,000平方米。现有进口SENDZIMIR 20辊精密冷轧机、立式光辉退火线、卧式退火线、平整调质机、张力整平机等多套精密不锈钢专业生产设备。目前主要生产201、301、304、304L、310S、316L、430、等各种不锈钢牌号厚度为0.05mm~1.0mm,软态、硬态、超硬态精密冷轧不锈钢带、钢板及钢卷,年产能约7万吨。 2007年苏安消防成功签约宁波奇亿美国进口Sendzimir二十辊式精密轧机和日本进口立式光辉退火线自动灭火系统,2017年6月又成功签约宁波奇亿年产23万吨超薄精密合金材料项目的气体自动灭火系统。 |
 |
中铝沈阳有色金属加工有限公司(以下简称中铝沈加)是中国铝业公司全资子公司,位于辽宁省沈阳市苏家屯区桂花街358号, 2012年异地搬迁建设钛镍加工材项目,项目占地600亩,总投资超20亿元,已成为年生产钛、镍、铬锆铜加工材万余吨的综合有色金属加工企业。公司拥有多台套从德国、美国、意大利进口或国内配套的电子束冷床炉、真空自耗炉、真空感应炉、80MN油压机、20/60 MN快锻机、炉卷轧机等先进设备。1780mm六辊可逆冷轧机、磨边机组采用高压二氧化碳气体灭火系统,2015年开始运行。 |
 |
海安远东新材料有限公司成立于2011年3月, 公司主业为高档精密不锈钢薄板带的生产和加工,主要产品为 304/304J1/316L/304L 冷轧不锈钢, 产品厚度为0.15~1.5mm,产品宽度1000~1250mm,月产量约为1万吨左右。2016年7月10日,建锠集团收购原远东新材料资产,组建成立海安建锠金属科技有限公司,建锠金属科技股份有限公司是由台湾建锠实业股份有限公司与日本住友商事株式会社在大陆合资的股份有限公司 ,是一家集合销售、加工一体化的不锈钢综合型企业。2013年苏安消防成功签约2台冷轧机的气体灭火自动灭火系统,2015年初正式投入使用。 |
 |
福建吴航不锈钢制品有限公司创办于1993年,系中外合资企业,占地面积110万平方米,公司建成不锈钢原料加工;炼钢;热轧不锈钢钢带、线材;冷轧薄带,冷拨精线、机修等车间。年生产能力为80万吨各种牌号、规格的不锈钢冷热轧带、线材。 2015年苏安消防成功签约2台乾冶不锈钢950mm轧机消防系统,2016年完工投入生产。 |
 |
福建宏旺实业有限公司由宏旺集团和青拓集团联合创建。公司一期投资约23.5亿元,占地面积约600亩,主要生产200、300、400系列精密不锈钢板带和各种彩镀装饰板材等产品,产品覆盖No.1、2B、2D、2E。一期年产能100万吨,产值超过100亿元。二期规划新增产能100万吨,累计完成投资40亿元,总产值超过200亿元。2015年同期建设的两套二十辊冷轧机组、一套连续退火酸线正在进行设备安装, 2016年2月投入试产,将新增年产高品质不锈钢30万吨。 2015年苏安消防成功签约两台1450mm冷轧机组消防系统,2016年2月投入使用。 |
 |
无锡市硕阳不锈钢有限公司是由无锡市宏展不锈钢有限公司和香港嘉胜五金公司共同投资创建,公司成立于2004年,总投资7000多万美元,年产不锈钢、BA、2BB冷轧卷板15万吨、#304、#201、#202、#430厚度0.3-2.0mm,宽度1240mm,酸洗退火年生产量40万吨,厚度3.0-16mm,宽度1520mm。公司现有20辊轧机、立式光亮退火炉、修磨机、平整机、分条机等先进设备。 2010年苏安消防签约20辊轧机和修磨机气体自动灭火系统,2011年正式投入使用。 |
 |
继北海年产100万吨冷轧项目顺利达产之后,诚德马不停蹄,北海诚德镍业有限公司在佛山成立佛山市诚德新材料有限公司投建年产150万吨不锈钢冷轧项目。该项目总投资28亿元人民币,设计年产量150万吨,产品种类覆盖了300系、400系和200系不锈钢。公司地处佛山高明沧江工业园西园,占地300亩。佛山诚德与武汉乾冶、法孚(DMS、STEIN)、上海宝信、普锐特(PRIMETALS)、CMI-UVK等多家国内外知名企业合作建设高端不锈钢冷轧生产线,由中冶东方设计院工业设计,由中国十九冶等施工建设。 项目分两期建设,一期设计年产能75万吨,主要生产线包括:一条十八辊六机架冷连轧机组、一条退火酸洗线、一台离线平整机及配套公辅设施。 2017年6月苏安消防成功签约十八辊六机架冷连轧机组和退火酸洗线消防系统。 |
 |
广东宝嘉不锈钢实业有限公司是在广东宏伟达不锈钢有限公司生产的“AAA”牌不锈钢薄板的基础上扩建的企业。座落在中国十大优秀开发区之一的揭东工业区园内,公司占地面积100亩,年生产不锈钢薄板高达15万吨,钢种以200、300、400系列为主、是粤东同行业中产量大、质量好的生产企业。企业有着15年丰富的技术经验、引进国内外较先进设备,有十二辊、十八辊、二十辊。宽度1219mm,厚度从0.1--2.5mm,板面达到2B、BA等级。 2014年苏安消防成功签约宝嘉不锈钢实业有限公司2台12棍可逆冷轧机气体灭火系统,2015正式投入生产。 |
 |
句容中圣板带科技有限公司隶属于毅马企业集团,公司地址位于江苏省句容市下蜀镇临港工业区3-1号,公司专业生产精密冷轧不锈钢板。项目上马6台20辊轧机,主要生产厚度为0.3-2.0的200、300系列不锈钢冷轧,年生产能力60万吨,产品主要面向长三角市场。毅马集团在“三.五”计划期间提出了“立足端板,发展高端钢铁,走向高科技”的战略方针,“中圣”品牌是毅马企业集团“发展高端钢铁”战略方针的重头戏。2016年是毅马企业集团第四个五年计划的开端之年,句容中圣板带科技有限公司的开工建设是毅马企业集团2016年上半年提升整体战略方针的重要项目之一。 2016年苏安消防成功签约2台可逆冷轧机气体灭火系统,2017年计划投入生产。 |
 |
宁波兴业盛泰集团有限公司前身慈溪兴业铜带厂,成立于1985年,目前公司已成为中国高精度铜合金板带行业的先制造商,公司主要从事生产销售不同类型的高精度铜板带,截止目前已形成8大系列60余个合金牌号的产品。高精度铜合金板带年产销量居中国高精度铜板的行业首位。2016年,公司实现销量12.12万吨,连续四年位列全国高精度铜板带材销量靠前。 2014年苏安消防对其6台铜轧机进行了消防系统改造,为兴业安全生产保驾护航。 |
 |
宁波华扬铝业科技有限公司位于中国浙江省奉化市高新技术开发区四明东路288号,系由钢联国际投资开发股份有限公司独资投资,占地15公顷。历经两年多的建厂工程,2005年4月开始试生产,2006年6月通过环保验收后,正式投入生产。2014年苏安消防对其日本IHI制造的四重非往复式冷轧机消防系统进行了全面改造。 |
 |
2010年苏安消防成功签约大中(国际)有限公司(泰国great central(international)co.,ltd.),为其NISSHOIWAIKUBOTA 20棍不锈钢轧机提供方案设计、设备制造、工程安装、调试、培训、陪产等全套消防系统。 |
|
|
轧机技术篇 |
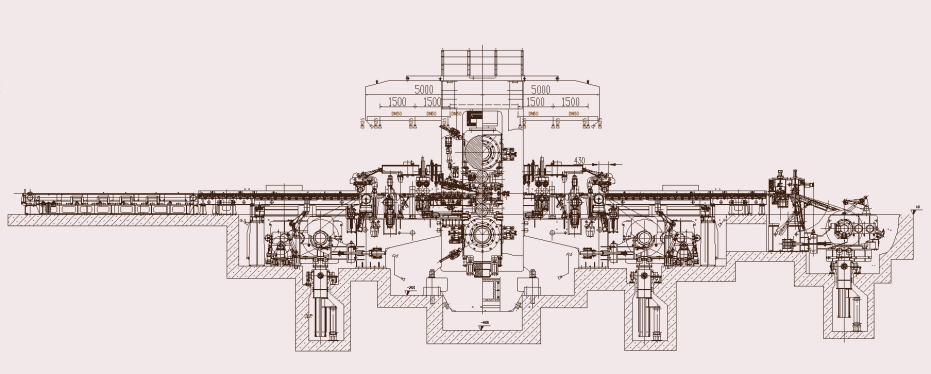
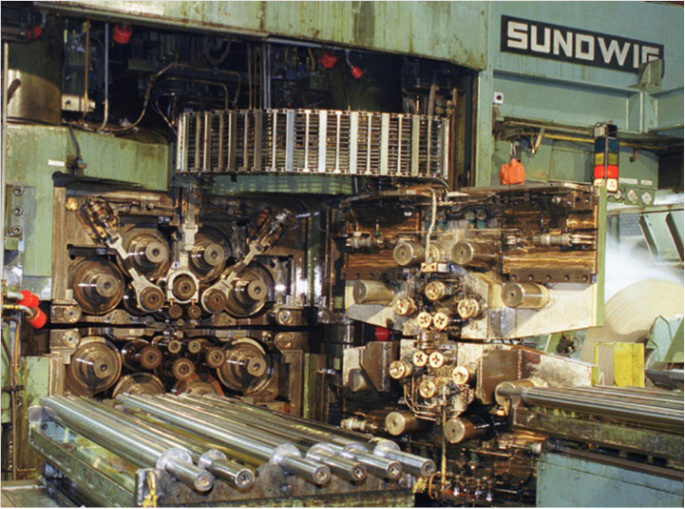
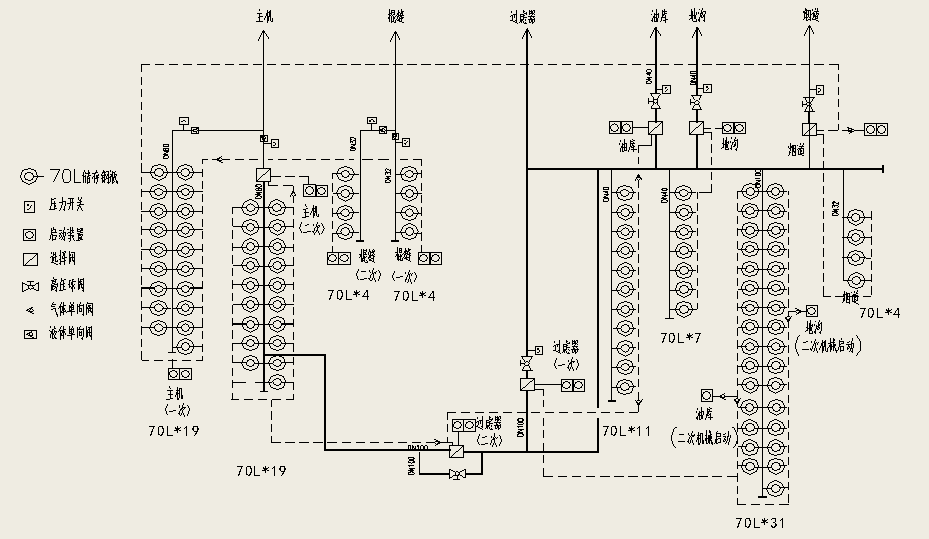
轧机防护区域基本划分:主轧机、集油槽、辊缝、烟道、工艺油库、高低压液压站、管沟、润滑站、过滤器等保护区。灭火及控制规划见下表:
|
序号 |
名 称 |
规 格 |
轧 机 |
总数 |
|||||||
|
|
|
|
油库 |
过滤器 |
轧机本体 |
烟道 |
辊缝 |
|
|||
|
1 |
CO2钢瓶(充装42KgCO2) |
70升/瓶含瓶头阀、止回阀、胶管等 |
30 |
2*36 |
2*7 |
2*3 |
122 |
||||
|
|
|
|
组合分配,按最大保护区设计 |
单元独立,二次灭火 |
单元独立,二次灭火 |
单元独立,二次灭火 |
|
||||
|
|
灭火方式 |
全淹没 |
局部淹没 |
局部淹没 |
全淹没 |
局部淹没 |
|
||||
|
|
主管径 |
|
DN65 |
DN80 |
DN32 |
DN32 |
|
||||
|
|
延时时间 |
30s |
0S |
0S |
0S |
0S |
|
||||
|
|
启动方式 |
一次:自动、电气手动、机械手动 |
● |
● |
● |
● |
● |
|
|||
|
|
|
二次:电气手动、机械手动 |
● |
● |
● |
● |
● |
|
|||
|
2 |
安全阀 |
|
2 |
2 |
1 |
1 |
6 |
||||
|
3 |
压力信号发送器 |
|
2 |
2 |
1 |
1 |
6 |
||||
|
4 |
喷嘴 |
带罩DN25 |
24 |
24 |
13 |
|
4 |
65 |
|||
|
5 |
|
防尘DN25 |
|
|
|
5 |
|
5 |
|||
|
6 |
启动装置(电磁铁式) |
10L氮气瓶 |
4 |
4 |
|
|
8 |
||||
|
|
|
4L氮气瓶 |
|
|
|
4 |
4 |
8 |
|||
|
7 |
探测器 |
插入式棒式感温探测器(90℃定温) |
|
|
8 |
5 |
2 |
15 |
|||
|
|
|
点型感温探测器(65℃定温) |
19 |
9 |
|
|
|
28 |
|||
|
8 |
现场启动按钮 |
具备启动和停止 |
2 |
2 |
2 |
2 |
2 |
10 |
|||
|
|
总控室启动按钮 |
具备启动和停止 |
2 |
2 |
2 |
2 |
2 |
10 |
|||
|
9 |
灭火盘 |
区位数 |
10 |
10 |
|||||||
|
10 |
预警 |
声光报警器 |
1 |
1 |
1 |
1 |
1 |
5 |
|||
|
11 |
确认警 |
警铃 |
1 |
1 |
1 |
1 |
1 |
5 |
|||
|
12 |
CO2喷射报警灯 |
|
1 |
1 |
1 |
1 |
1 |
5 |
|||
|
13 |
称重装置(每个瓶组一套) |
|
|
|
|||||||
各保护区域具体的灭火范围及操作方式如下:
● 轧机本体(含烟道)──全自动、电气手动和机械手动操作;由于主机与油库及储油罐采用组合分配系统,属于互相调用,系统要保证“如果选择阀一旦打不开的情况下”系统也能启动灭火设备进行灭火。
● 地下油库──全自动、电气手动和机械手动操作;
● 储油罐──全 自动、电气手动和机械手动操作;
● 烟道──电气手动和机械手动操作;
● 工作辊辊缝──电气手动和机械手动操作
2)轧机本体(含烟道)、地下油库、储油罐采用组合分配灭火方式保护,辊缝采用独立灭火方式保护;均设置一、二次灭火功能。
3)工作辊辊缝采用独立型式进行保护,设计为二次灭火功能。采用IG01氩气灭火系统。
4)轧机本体和工作辊辊缝、储油罐采用局部灭火方式,其余采用全淹没灭火方式。轧机本体、工作辊辊缝和储油罐启动灭火装置时不设延时,而其余区均设置30秒延时功能。





对油库、主坑道保护区的内、外均设置声、光报警装置,为保证人员的安全撤离,在释放灭火剂前,应发出火灾报警,火灾报警至释放灭火剂的延时时间应按照实际情况测试后设定,不能刻意的设定30S;对扎机本体、烟道、过滤器、棍缝不要作延时,符合条件就立即喷射;板式过滤机报警时,地下油库要同时报警;主机报警时,地下油库、主地沟要同时报警;为保证灭火的可靠性,在灭火系统释放灭火剂之前或同时,应保证必要的联动操作,即灭火系统在发出灭火指令时,由控制系统发出联动指令,切断电源,关闭或停止一切影响灭火效果的设备;在实际运行中由于系统探测都采用的是“与门”电路,所有区域都应处在自动状态,而不应该使任何区域处在手动控制状态下,因为自动状态下手动控制是优先的,因为在此种控制方式里误喷几率实在是非常低;主操作台、入口操作台、出口操作台上都设有主机(主、备用区)的操作按钮; 主操作台附近布置三个按钮,用作辊缝、主机(主、备用区)的起停按钮,其余各区的按钮分为本体和主操作室控制两种模式,但主操作室的按钮要和辊缝(主、备用区)的按钮分开放置;主机、地下油库、主地沟、板式过滤机等消防灭火区域均设置手动起停按钮设施。
全国免费服务热线:4006541119
地址:太仓市浏河镇沪太新路88号
邮编:215431
电话:0512-8160 5191、8160 5190
胡先生:13816508709
陈先生:13814885163
传真:0512-8160 5192
太仓苏安消防设备有限公司 版权所有 Copyright © 2017 All Rights Reserved 投资有风险,选择需谨慎苏ICP备14029823号-1
